 综合资讯
综合资讯 企业资讯
企业资讯 泵阀机电
泵阀机电 机械设备
机械设备 仪器仪表
仪器仪表 钢铁冶金
钢铁冶金 五金家电
五金家电 家居建材
家居建材 水利环保
水利环保 石油化工
石油化工 食品酿造
食品酿造 农林牧渔
农林牧渔 服饰穿戴
服饰穿戴 招商加盟
招商加盟 产经新闻
产经新闻 财经资讯
财经资讯 楼市房产
楼市房产 旅游频道
旅游频道 汽车频道
汽车频道 餐饮美食
餐饮美食 医美健康
医美健康 文化教育
文化教育 品牌人物
品牌人物 热搜资讯
热搜资讯 智能科技
智能科技 营销电商
营销电商 展会报道
展会报道
砂轮在软橡胶螺纹的磨削加工应用(附图)
2020-06-19 23:01:57 sunmedia 3167
由于软橡胶材料的性能与切削特点,在此种材料上切削加工螺纹或螺旋槽极为困难,加工一般小导程螺纹就更加困难。如果采用砂轮磨削出,就非常容易达到要求。
软橡胶除具有一般非金属材料所共有的强度低(σb=19.6~24.5MPa)、导热性差[热导率k=0.2W/(m·k)],分别为一般钢材的1/27和1/350的特性外,其重要性能特点是在-50~150℃内具有良好的弹性、柔顺性和复原性。软橡胶的弹性模量极小,为1.9~3.9MPa,是钢材的1/50 000。它还有良好的延伸率(δ =500%~700%),是钢材的30倍左右。
要在以上性能的材料上切削加工各种螺纹,是极为困难的。如果采用砂轮来磨削加工,却是十分容易的事,而且加工效率高。磨削加工出的螺纹无毛刺飞边,牙型表面粗糙度值也低。磨削时,可在车床上安装一个可调螺旋角的电动或风动磨头来磨削,也可在螺纹磨床或铲齿车床上进行磨削。
1. 在车床上磨削软橡胶螺纹的准备工作
(1)磨头。在车床上磨削螺纹,需要在车床刀架上安装一个可任意调整螺旋角的车床附加磨头。在螺纹精度较低的情况下,可制作一个夹具安装风动磨头来代替。磨头砂轮速度vc=15~20m/s。采用磨料为白刚玉、陶瓷结合剂,硬度为中软,粒度为60~80号,直径为80mm左右的碟形砂轮。磨头在车床上安装好后,按照螺纹牙型形状要求,采用金刚石笔或金刚石复合片将砂轮形状修整好。砂轮工作形状应与螺纹法向槽形形状相符。
(2)计算挂轮。螺纹的导程在车床铭牌上有的,可以直接扳动进刀箱手柄获得。当在车床铭牌上没有时,就需计算和加工新的挂轮。一般用最简便的速比计算方法,先在车床上选用近似的螺距(导程)P实,工件螺距(导程)P工,按速比i=P工/P实算出,查机械工业出版社出版的《金属切削工人手册》或上海科学技术出版社出版的《金属切削手册》中的速比挂轮表,即可获得相应挂轮齿数,作出新的挂轮。
(3)车床主轴减速措施。当所加工的工件直径大于150mm、螺纹导程大于300mm时,车床主轴的最低转速也高,车床主轴必须减速,否则影响磨出螺纹的质量,增加操作人员的紧张情绪及在反车时损坏车床零件。减速的方法有:改变主、被动皮带轮直径;在车床电机与主轴箱之间增加减速装置(如齿轮减速箱、涡轮减速箱和动力头等),使主轴转速降至5r/min以下。
(4)分头方法。对于小的螺纹导程,可用小拖板或小拖板与大丝杠结合分头;较大的螺纹螺距和较多的头数时,最好采用分度盘(挑多头螺纹用的齿轮式或孔板插销式)分头。
(5)磨削时,采用水作磨削液,以冷却润滑,这样不仅消除了粉尘,而且操作者也闻不到橡胶的气味。
2. 加工实例
(1)加工大导程螺纹胶辊。它是一化工厂用的大型、大导程、多头螺纹胶辊,如图1所示。此胶辊的螺距为64mm,头数正、反各20,其螺纹导程为1 280mm,螺旋角为63.8°。加工螺纹时,采用风动砂轮做磨头,做一个可左右扳大螺旋角的夹具,将风动磨头安装在夹具中,再安装在车床方刀台上。采用动力头减速,使C630车床主轴最低转速从14r/min减到2r/min。安装好挂轮和螺纹分头用的齿轮分度盘,将工件安装在车床两顶尖上,一次走刀磨好一条螺旋槽。磨好一个方向20条螺旋槽后,将砂轮反向扳好螺旋角,再将另一方向的20条螺旋槽依次磨好。
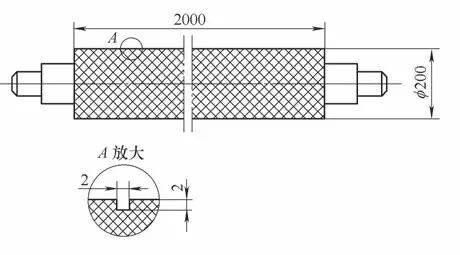
图 1
( 2 ) 加工异形螺纹胶辊。该胶辊外径为125mm,螺距为25.4mm,由两段螺纹组成,牙深为7mm,牙型如图2所示。为了保证牙型,除把砂轮修整成牙型槽的尺寸与形状外,还得将车床小刀架顺时针方向扳85°,砂轮轴线与工件轴线相交成5°,方向按图2要求。进刀与退刀,不用中拖板,而用小拖板。采用两次走刀磨出一端螺纹后,再将工件调头安装,用同样方法磨出另一端螺纹。
(3)加工小螺距多头螺纹胶辊。该胶辊螺距为0.5mm,螺纹为三个头的60°三角螺纹,如图3所示。加工时,先在外圆磨上磨好外径,再在车床上分三次走刀将螺纹磨出。
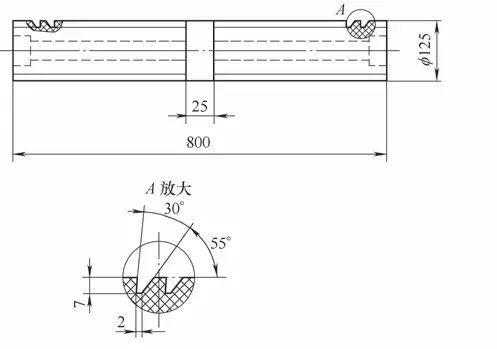
图 2
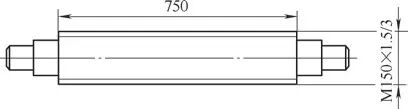
图 3
作者单位:北京南口轨道交通机械有限责任公司
原文刊发于:《金属加工(冷加工)》2015年第22期,第3940页
本文由上海宏东泵业搜集整理,上海宏东泵业制造有限公司专业生产各类离心泵、塑料泵、隔膜泵、排污泵、油泵、磁力泵、化工泵、潜水泵等。欢迎咨询,敬请联系02166287771。
未知来源
下一篇:
上海普度诠释品牌 无油螺杆压缩机功不可没
免责声明:商媒在线所提供的信息及图片除原创外,有部分资讯和图片从网络等媒体收集而来,版权归原作者及媒体网站所有,商媒在线力求保存原有的版权信息并尽可能注明来源;部分因为操作上的原因可能已将原有信息丢失,敬请原作者谅解,如果您对商媒在线所载文章及图片版权的归属存有异议,请立即通知商媒在线,商媒在线将立即予以删除,同时向您表示歉意!
相关推荐








最新资讯

上海五岳泵阀集团浅析大口径三偏心蝶阀的产品应用
11-24
648

上海五岳泵阀集团简述带执行机构的凸耳蝶阀在工业中的应用
11-24
178

石油、化工、电厂改造阀门蜗轮驱动装置所需提供的数据
11-23
796

D943H铸钢电动法兰硬密封蝶阀:工业管道系统中的可靠控制元件
11-23
550

环保专用对夹不锈钢蝶阀:守护绿色未来的关键设备
11-23
560

化工专用三偏心硬密封蝶阀的应用领域
11-23
470

WA42Y波纹管背压平衡全启式安全阀-工业生产的安全保护装置
11-23
196

AHN42F平行式安全回流阀:确保液化石油气站安全运行的守护者
11-23
487

AH42F安全回流阀:保障工业安全的关键设备
11-23
665

A61Y弹簧微启式安全阀:保护工业设备的安全卫士
11-23
852
A41Y弹簧全启封闭式高压安全阀:守护工业安全的可靠卫士
11-23
470

A37H,A38Y,A43H双联弹簧式安全阀:工业安全的多重保障
11-23
263

A44Y带扳手弹簧全启封闭式安全阀:保障工业设备安全的坚实屏障
11-23
434

A48Y带扳手弹簧全启式安全阀-结构,工作原理,应用场景及技术参数
11-23
163

A42Y弹簧全启封闭式安全阀-空气,石油气,液体介质重要的工业设备
11-23
551

A47H带扳手弹簧微启式安全阀:蒸汽,空气管道保障设备安全运行
11-23
430

A41H弹簧微启封闭式安全阀:保护您的系统安全保护装置
11-23
258

A28H带手柄弹簧全启式安全阀:工业设备安全的关键守护者
11-23
747

A27H弹簧微启式安全阀:工业领域重要的角色
11-23
525

AQ-20空压机安全阀:工业安全的重要守护者
11-23
396